


Continuous operation, stable and controllable production capacity
Thermal efficiency upgrade, significant energy saving and consumption reduction

In projects involving mountain roads in Latin America, coastal roads in Southeast Asia, and the red soil of Africa, contractors often face diverse construction environments characterized by high temperatures, humidity, dust, and weak infrastructure. Asphalt drum mix plant, with their continuous production structure, high thermal efficiency, low energy consumption, strong environmental resistance, and low maintenance requirements, are becoming the main equipment for small and medium-sized projects and road maintenance in these regions.

Whether it’s long-distance highway construction, rural road upgrades, or urban repair projects, drum mix plant maintain a stable output, allowing construction teams to maintain project efficiency even in complex environments.
Why Asphalt Drum Mix Plant Are Winning More Projects
In the road construction industry, which emphasizes efficiency, cost, and stability, no trend is accidental. Today, more and more projects are proactively choosing drum asphalt mixing plant. Instead of analyzing, let’s look directly at the answers from front line construction teams.
Ask road construction teams in the mountainous regions of Latin America, and they’ll tell you:
Ask contractors in coastal Southeast Asia, and they’ll say:
Ask project managers in Africa, and their answers are consistent:
These voices come from completely different regions, yet they all point to the same conclusion: asphalt drum mix plant is becoming the common answer for an increasing number of road projects worldwide.
The Growing Global Popularity of Asphalt Drum Mix Plant
As global infrastructure investment shifts towards lower costs, faster delivery, and easier maintenance, asphalt drum plant is experiencing steady growth. According to industry market monitoring data, the drum mixing asphalt mixing plant market has maintained an average annual growth rate of 6.5%. The continued rise in popularity of asphalt plant drum is attributed to several factors:
The proportion of rural roads, regional roads, and maintenance projects has significantly increased. These projects emphasize cost efficiency, ease of maintenance, and material compatibility, which perfectly aligns with the characteristics of counter flow drum mix plant.
Increased infrastructure budgets in regions such as Latin America, Africa, and Southeast Asia are driving rapid growth in road construction demand.
Increased market competition has led contractors to focus more on the actual return on investment. Asphalt drum mix plant, with its lower initial investment, more controllable operating costs, and lower downtime risk, performs exceptionally well in ROI assessments.
In many countries, aggregate gradation is not strictly regulated, and asphalt grades vary considerably. Combined with environmental factors such as humidity, heat, and salt spray, this necessitates equipment with greater material tolerance and adaptability to various operating conditions. Asphalt drum mix plant perform more stably in these environments.
The global road construction sector is accelerating the implementation of stricter energy consumption and emission standards, particularly regarding raw material heating, dust control, and fuel consumption. Drum mix asphalt plant, with their integrated drying and mixing structure, reduce heat loss and secondary material transfer, naturally possessing energy efficiency advantages.
From demand structure to regional preferences, from investment logic to operating condition adaptability, and driven by energy and emission policies, the growth of drum asphalt mixing plant is not caused by a single factor, but rather is the inevitable result of multiple overlapping changes.
Whether it’s contractors looking to reduce overall costs, engineering teams facing complex environments, or project owners pursuing compliance and energy efficiency, they are all constantly proving the same thing: asphalt drum mix plant for sale are becoming the choice for more and more road projects.
Asphalt Drum Mix Plant in Actual Field Conditions
As more and more contractors regard asphalt drum plant as a stable and reliable partner in road construction, their suitable application scenarios are becoming clearer and more focused—not all road projects are suitable for drum mixing, but some scenarios are almost inseparable from it.


| Mountain and hilly road projects: | Long routes, scattered locations, and frequent equipment relocations are common, and drum plants, with their simple structure and low failure rate, ensure continuous output. |
| Rural roads/township interchange upgrade projects: | With limited budgets and unstable aggregate quality, drum mixing plants have high tolerance for raw materials and can maintain stable production even under less than ideal raw material conditions. |
| Coastal, humid, hot, and salt spray environments: | Drum mix plant have fewer installation components and maintenance points, and are less prone to downtime due to moisture or corrosion, making them more suitable for coastal and tropical countries. |
| Road maintenance projects: | Different work sites require rapid deployment and production, and drum mixing plants, with their rapid mixing temperature rise, compact structure, and flexible response, are commonly used emergency equipment by many local governments or contractors. |
Although these application scenarios differ, they all share a common feature: they place extremely high demands on the efficiency, flexibility, and reliability of the asphalt drum mix plant, which is precisely the core advantage of drum-type asphalt mixing plants.
Asphalt Drum Mix Plant in Real Cases

ALT80 Malaysia – Simple Structure, Stronger Stability
- Capacity: 80tph
- Operator: The structure is intuitive; we mastered it in two days. Maintenance is easy and operation stays stable.

ALYT Bosnia – Flexible Performance on Challenging Terrain
- Capacity: 80tph
- Project Manager: Transporting through mountain roads was easy; assembly was fast and the plant adapted well to challenging terrain.

ALT120 Guatemala – Fast Installation, Reliable Delivery
- Capacity: 120tph
- Engineering Manager: The technical team worked efficiently. We started production earlier than planned and the collaboration was excellent.

ALT40 Fiji – Compact Footprint, Efficient Output
- Capacity: 40tph
- Site Supervisor: Despite the limited space, the layout works well and production stays smooth—great for island projects.

ALYT80 Papua New Guinea – Stable Output for Continuous Production
- Capacity: 80tph
- Production Supervisor: Even with inconsistent aggregates, the plant kept producing steadily and supported our tight schedule.
Macroad Asphalt Drum Plant – Born For Your Projects
We understand that construction scenarios are never uniform. Every road project has its own unique rhythm. Some projects require stable operation at the same site for extended periods, ensuring a sufficient daily supply of asphalt; others span multiple locations with short construction cycles and dispersed sites, demanding greater flexibility and controllability from the equipment.
Macroad’s two drum mix asphalt plants (ALT / ALYT) are designed based on these real-world usage scenarios, allowing different types of projects to find the most suitable asphalt plants.

ALT Series — Built for Reliable Capacity and Long-Duration Stationing
When your project emphasizes continuous and stable production capacity and fixed-site operation—such as industrial park road construction or urban main road renovation—requiring a stable output of asphalt material day after day, the ALT series drum type stationary asphalt plant, with its continuous drum drying and mixing structure, can provide a continuous and stable supply of asphalt material with higher thermal efficiency and lower energy consumption.
- Capacity: 20-100tph
- Power Fuel Oil: 34-170kw
- Asphalt Temperature: 120-180℃
- Dust Filter: Bag dust filter
| Model | ALT20 | ALT40 | ALT60 | ALT80 | ALT100 |
|---|---|---|---|---|---|
| Output (t/h) | 20 | 40 | 60 | 80 | 100 |
| Power Fuel Oil(kw) | 34 | 65 | 105 | 135 | 170 |
| Power Burning Coal (kw) | 40 | 75 | 120 | 165 | 200 |
| Cold Aggregate Feeding System | 3.5m3*1 | 4m3*4 | 4m3*4 | 6.5m3*4 | 6.5m3*4 |
| Finihnsed Asphalt Storage Bin (t) | 3 | 3 | 7 | 7 | 9 |
| Asphalt Temperature (℃) | 120-180 | 120-180 | 120-180 | 120-180 | 120-180 |
| Fuel Consumption Fuel Ol (kg/t) | 5-7.5 | 5-7.5 | 5-7.5 | 5-7.5 | 5-7.5 |
| Fuel Consumption Buning Coal(kg/t) | 13-15 | 13-15 | 13-15 | 13-15 | 13-15 |
| Asphalt Tank (t) | 10 | 20 | 30 | 30 | 35 |
| Control Room(m) | 2.2 | 2.2 | 3 | 3 | 3.5 |
| Option: Bag Dust Filter | Bag Dust Filter | Bag Dust Filter | Bag Dust Filter | Bag Dust Filter | Bag Dust Filter |
ALYT Series — Built for Multi-Site, Fast-Moving Projects
If your construction schedule involves a series of projects, with scattered sites and short construction windows, the ALYT series drum type mobile asphalt plant will make project progress much easier. While maintaining the advantages of continuous drum mixing, ALYT further optimizes the overall machine layout, reducing transition time between construction sites. Even with frequent project changes, it ensures continuity of output and delivery, making it ideal for: rural road widening/paving, multi-point emergency repairs, and continuous construction of scattered regional projects.
- Capacity: 20-100tph
- Power Fuel Oil: 34-170kw
- Asphalt Temperature: 120-180℃
- Dust Filter: Bag dust collector / water dust collector
| Model | ALYT20 | ALYT40 | ALYT60 | ALYT80 | ALYT100 |
|---|---|---|---|---|---|
| Output (t/h) | 20 | 40 | 60 | 80 | 100 |
| Power Fuel Oil(kw) | 34 | 65 | 105 | 135 | 170 |
| Power Burning Coal (kw) | 40 | 75 | 120 | 165 | 200 |
| Cold Aggregate Feeding System | 3.5m3*1 | 4m3*4 | 4m3*4 | 6.5m3*4 | 6.5m3*4 |
| Finihnsed Asphalt Storage Bin (t) | 2 | 2.5 | 4.5 | 5 | 7 |
| Asphalt Temperature (℃) | 120-180 | 120-180 | 120-180 | 120-180 | 120-180 |
| Fuel Consumption Fuel Ol (kg/t) | 5-7.5 | 5-7.5 | 5-7.5 | 5-7.5 | 5-7.5 |
| Fuel Consumption Buning Coal(kg/t) | 13-15 | 13-15 | 13-15 | 13-15 | 13-15 |
| Asphalt Tank (t) | 10 | 20 | 30 | 30 | 35 |
| Control Room(m) | 2.2 | 2.2 | 3 | 3 | 3.5 |
| Option | bag dust collector / water dust collector | bag dust collector / water dust collector | bag dust collector / water dust collector | bag dust collector / water dust collector | bag dust collector / water dust collector |
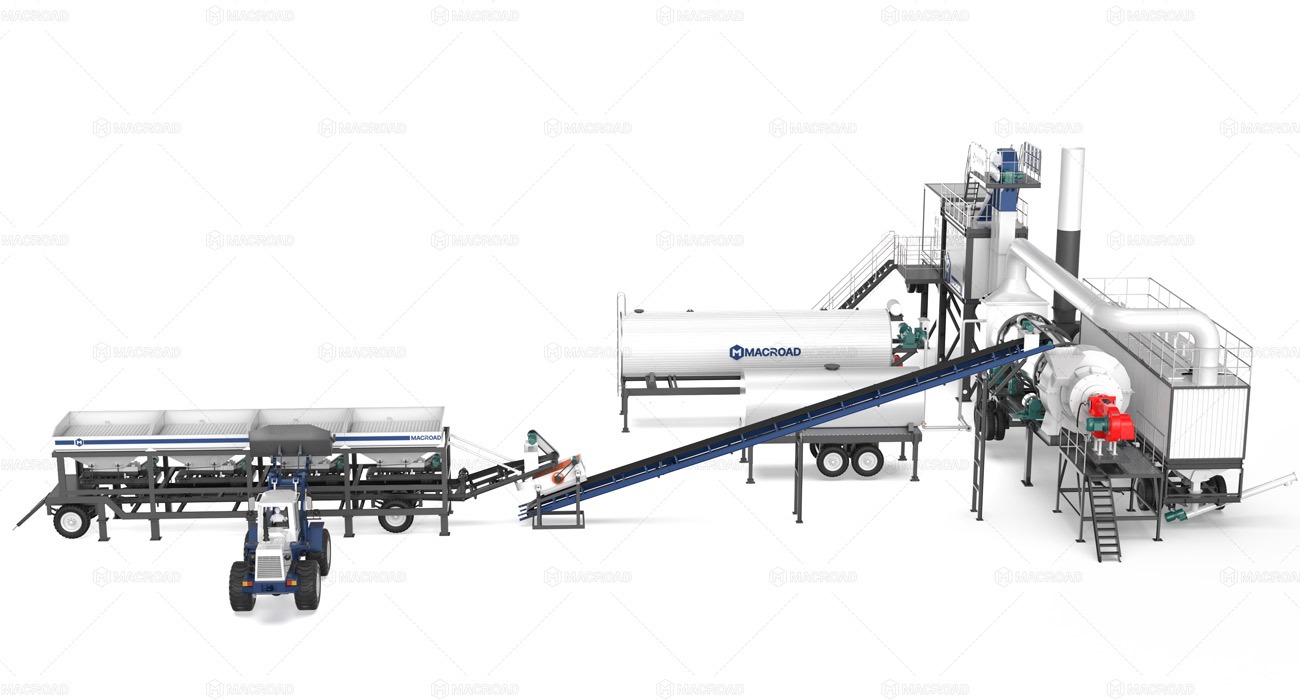
Macroad Asphalt Drum Mix Plant — Six Core Systems That Drive Performance
Whether it’s long-term on-site production with the ALT series or multi-project switching with the ALYT series, the stable operation of the drum type hot mix plant ultimately depends on the capabilities of its underlying system. Macroad has built six core systems from raw material intake to finished product output. Each system operates independently, efficiently, and collaboratively, ensuring that the entire asphalt drum mix plant process remains smooth, controllable, and reliable.
Below, we will break down the key system one by one, also help you better understand what is asphalt drum mix plant.
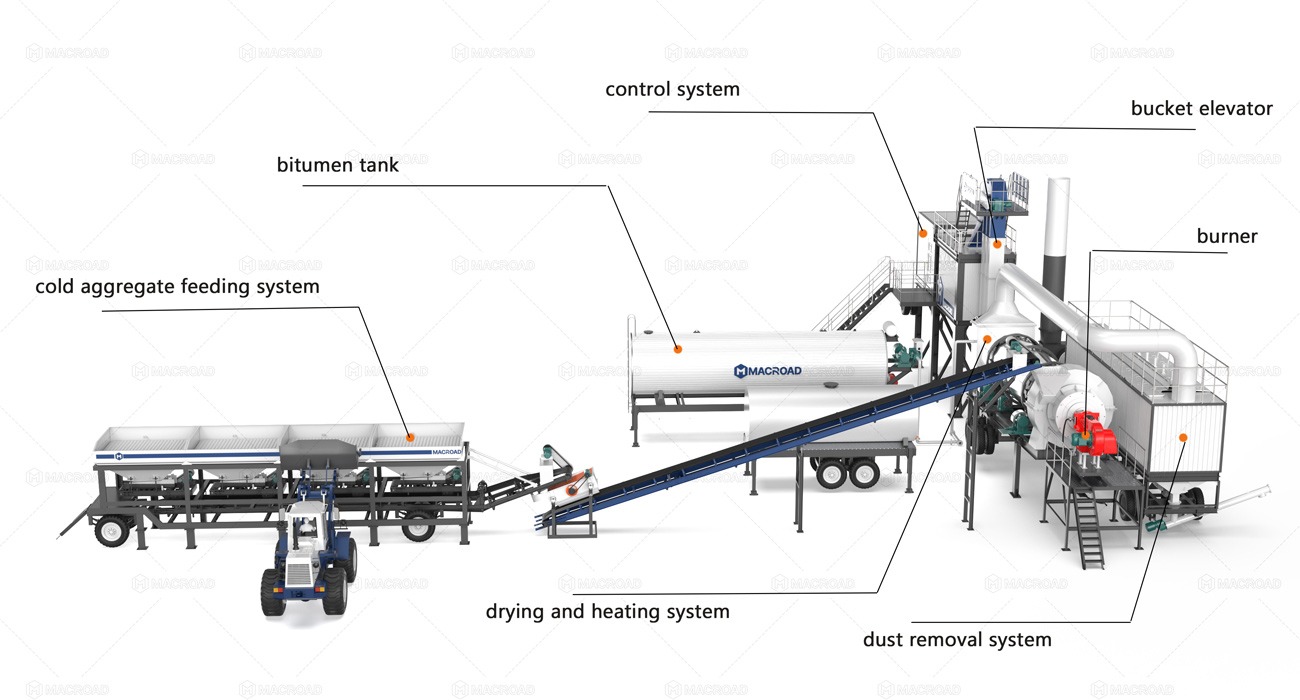
Cold Material Supply System
- Core Function: Provides a stable and continuous supply of raw materials for subsequent processes.
- Design Highlights: Equipped with 4-6 cold material supply bins, it can store more stones of different specifications, reducing downtime caused by untimely material replenishment; the conveyor belt accurately feeds materials according to a preset ratio, ensuring a stable and controllable amount of raw materials entering the next stage.
- Practical Value: Prevents material shortages and interruptions from the source, laying the foundation for continuous production and eliminating concerns about raw material supply fluctuations for subsequent systems.
Drying and Heating System
- Core Function: Asphalt plant drum dryer and heats aggregates to a process temperature of 120-180℃.
- Design Highlights: Integrated drying drum with a dual-fuel system (diesel/natural gas can be flexibly switched), reducing energy costs by 25% compared to a single-fuel system; optimized heat conduction structure improves heat utilization by more than 30%, increases drying uniformity to 98%, and reduces energy waste.
- Practical Value: While efficiently removing moisture from aggregates, it precisely controls the heating temperature, balancing energy consumption and process requirements, ensuring the aggregate condition fully meets subsequent mixing standards.
Weighing System
- Core Function: Accurately measures the amount of hot aggregates, powder, and asphalt added, ensuring the proportions meet formula requirements.
- Design Highlights: Employs dynamic weighing compensation and full-process closed-loop monitoring technology, with aggregate weighing error ≤ ±0.5% and powder/asphalt error ≤ ±0.25%; features automatic weighing compensation function to correct minor deviations in real time.
- Practical Value: Fundamentally avoids manual proportioning errors, ensuring accurate and stable composition of each batch of mixture, reducing raw material waste, and guaranteeing consistent finished product quality, providing fundamental control for high-quality road construction.
Mixing System
- Core Function: Uniformly mixes heated aggregates, powder, and asphalt to form a qualified asphalt mixture.
- Design Highlights: Continuous mixing technology ensures stable output and improves mixing uniformity; wear-resistant blades and liners reduce maintenance downtime; simple overall structure results in low failure rate and low maintenance costs.
- Practical Value: Capacity ranges from 40-160 tons/hour, adapting to diverse needs from rural roads to regional projects, while ensuring stable finished product quality and reducing rework risks.
Dust Removal System
- Core Function: Filters dust generated during production, meeting environmental standards and enabling resource recovery.
- Design Highlights: Integrated pulse-jet baghouse dust collector; dust emissions ≤30mg/m³, complying with EU CE and other global environmental standards; 95% of fine powder can be recycled and reused in production.
- Practical Value: Avoids environmental penalties and improves raw material utilization; a single unit saves 15%-20% on raw material costs annually, balancing environmental responsibility and economic efficiency.
Control System
- Core Function: Coordinates and controls the operation of various drum mix plant components, simplifying operation and ensuring stable production.
- Design Highlights: Equipped with an IoT intelligent temperature control system, it monitors drum temperature and parameters at each stage in real time, enabling real-time display and alarms for key data.
- Practical Value: Lowers the operational threshold and reduces human error; supports 24-hour continuous production monitoring, proactively mitigating downtime risks and ensuring the asphalt drum mix plant control panel always operates at high efficiency.
Eight Essential Standards for Selecting Asphalt Drum Mix Plant Manufacturer
When selecting an asphalt drum mix plant manufacturer, the key lies not in promotional claims or a single parameter, but in the supplier’s ability to provide on-site verification of operating conditions, real operational data, regional support, and systematic delivery. The following points serve as both criteria for judgment and verifiable evidence on-site.
Suppliers must possess mature asphalt drum mix plant design system
- Core Judgment: Do asphalt drum mix plant supplier have experience in designing complete drum structures, thermal efficiency, and wear-resistant components?
- Underlying Logic: The stability of drum mixing plants primarily depends on heat transfer efficiency, internal material flow trajectory, and wear life. For drum mixing plants without specific design drawings, long-term equipment reliability cannot be guaranteed.
- Operational Verification:
- Requires asphalt drum mix plant exporter to provide drum wear data, blade life curves, and actual production capacity records under different operating conditions;
- Verify that this data comes from multiple countries and various operating conditions, rather than a single test site.
Unique Asphalt Drum Mix Plant Solution Design
- Core Judgment: Do drum mix plant manufacturer have the ability to propose matching designs based on moisture content, humidity, and fuel type, rather than standard configurations?
- Underlying Logic: Drum mixing equipment is highly dependent on thermal balance. Drum inclination angle, burner heat load, and dust recovery rate must be recalculated under different operating conditions; otherwise, insufficient production capacity, increased energy consumption, or temperature instability will occur.
- Operational Verification:
- Require the asphalt drum mix plant exporters to provide a customized design based on your project conditions (including capacity variations, energy consumption variations, and dust recovery predictions);
- Check if their technical personnel can explain the reasons for each parameter, rather than just reporting standard specifications.
Production and Fuel Consumption Data Under Real Operating Conditions
- Core Judgment: Can the supplier provide actual production capacity curves and fuel consumption per ton under varying moisture content?
- Underlying Logic: Double barrel asphalt plant is extremely sensitive to raw material moisture content; nameplate capacity does not represent true performance. Suppliers without real energy consumption data cannot calculate ROI or guarantee delivery results.
- Operational Verification:
- Require drum mixing plant suppliers to provide continuous 3-5 hour test data on temperature fluctuations, moisture content, and fuel consumption;
- Include the continuous operating finished product temperature fluctuation range and the upper limit of fuel consumption per ton of material in the contract as acceptance criteria.
Independent R&D Capability for Asphalt Drum Mix Plant Dedicated Wear-Resistant Parts
- Core Judgment: Does the supplier possess dedicated drum blade and liner material and structural design, rather than generic wear-resistant parts?
- Underlying Logic: The double drum asphalt plant continuously contacts aggregates, and the lifespan of wear-resistant parts directly impacts downtime and operating costs. Different aggregates (granite/limestone) exhibit varying degrees of wear, requiring specialized design.
- Operational Verification:
- Requires wear test data and service life for different aggregates;
- Requires third-party testing reports for the corresponding materials (hardness, impact toughness, etc.).
Dust Recovery and Environmental Compliance Capabilities of Asphalt Drum Mix Plant
- Core Assessment: The ability to configure baghouse, cyclone, or water-based dust collection systems based on material characteristics.
- Underlying Logic: Drum mixers generate large amounts of dust; an incompatible dust collection system can lead to blockages, temperature instability, or excessive emissions.
- Operational Verification:
- Requires dust recovery curves and emission data for different materials of the automatic asphalt drum mix plant;
- Develop emission limit acceptance standards according to project regulations.
Spare Parts and Service Support System for Asphalt Drum Mix Plant
- Core Assessment: The ability to provide resident engineers, long-term on-site service, and 24/7 remote diagnostics.
- Underlying Logic: Drum plants are continuous equipment; downtime results in significant losses; timely service response is crucial.
- Operational Verification:
- Requires real-time engineer support (WhatsApp/remote commissioning/video diagnostics). On-site engineers can be stationed long-term or on a project-by-project basis.
- Initial supply of critical consumable parts must be provided free of charge, with remote service response timelines specified in the contract.
Complete One-Stop Solution for Asphalt Drum Mix Plant
- Core Assessment: Can the asphalt drum mix plant manufacturer provide a complete EPC solution encompassing site planning, foundation construction, equipment selection, commissioning, and training?
- Underlying Logic: Many problems with drum mixing plants do not stem from the equipment itself, but rather from: improper site drainage, insufficient oil tank heating, and incorrect powder recovery path design, etc.
- Operational Verification:
- Requires: Site layout diagram, foundation diagram, piping diagram, oil system configuration, dust removal airflow calculation, etc.
- Verify the company’s ability to provide a complete Standard Operating Procedure (SOP) for trial production, training, and quality inspection.
Long-Term Delivery Capability and Overseas Project Experience
- Core Assessment: Does the company possess long-term experience in successfully delivering drum mixing asphalt plants in various overseas markets?
- Underlying Logic: Construction conditions vary significantly across countries. Asphalt drum mix plant exporters with extensive overseas operational experience typically have products that have undergone repeated optimization under different climate zones and operating conditions, making them more reliable.
- Operational Verification:
- Require suppliers to provide real-world operational case studies from the past 3-5 years in the aforementioned regions, including project countries, machine models, production formulas, and actual production capacity;
- If the supplier can provide information on overseas users’ willingness to host on-site visits or video conferences, it usually indicates that their projects are genuine and their operation is stable.
The core of choosing a drum mix asphalt mixing plant supplier is not just about a single piece of equipment, but about the system’s ability to operate stably over the long term, adapt to different working conditions, and continuously reduce costs. A truly reliable supplier must possess technological depth, manufacturing capabilities, on-site delivery experience, and long-term service guarantees.

Macroad is one such asphalt plant supplier that meets these requirements—from continuous thermal systems to precise metering and energy-saving design, from years of delivery experience to a service system combining resident engineers and remote online support, Macroad has proven the stability, reliability, and long-term value of its drum mixing systems in real-world projects.
You’re not just choosing asphalt drum mix plant, but a partner who ensures stable production, peace of mind, and longer-lasting operation. Macroad has the strength and experience to be that partner.
How to Avoid Overpricing in Asphalt Drum Mix Plant Purchases
After selecting a supplier, another common challenge is: how to avoid overpaying, being cheated, or being forced to pay hidden markups without compromising quality?
To avoid overpaying, you essentially need to address three aspects: avoiding information asymmetry, identifying unnecessary configurations, and confirming the transparency of long-term costs. The following key points can help you truly reduce the overall asphalt plant cost:


Clearly define the boundaries between basic and optional configurations to avoid overpaying
Drum mixing systems have a simple structure, and basic configurations are sufficient for most road projects. Many suppliers, taking advantage of users’ unfamiliarity with the minimum necessary structure of drum mixers, will force-feed non-essential components, thus inflating the overall drum mix plant price.
How to avoid this:
- Request a minimum viable product list from the supplier: Clearly define which modules are included in the basic equipment (drums, burners, cold feed system, finished product system), and which are optional.
- Have the supplier price each optional item: Once broken down, it’s easier to see which configurations are being added at a premium.
- Confirm whether it exceeds project requirements: Compare your project requirements with capacity and configuration details to ensure reasonable purchases.
Identify secondary markups and clarify all costs at once
Common hidden costs in drum mixing projects include: transportation, foundation, installation and commissioning, and upgrades to the combustion system. Many suppliers deliberately attract attention with low asphalt plant price but hide these costs later.
How to avoid these pitfalls:
- Request full cost quote: including equipment, transportation, installation, commissioning, manpower, basic civil engineering suggestions, and material handling equipment.
- Confirm the actual number of containers transported: Many asphalt drum mix plant manufacturer deliberately split their structures to increase container capacity, resulting in hidden premiums due to the cumulative cost per container.
- Confirm burner compatibility in advance: If the project uses diesel, heavy oil, or natural gas, avoid secondary charges for mandatory upgrades later.
- Request list of installation man-days: clearly specify the daily cost, included services, and whether additional tools or lifting equipment are required.
Avoid brand premiums; focus on actual output and stability
Asphalt drum mixing plant prioritizes continuous production; stability is more important than brand recognition. Some brands rely on reputation, but their actual drum mixing technology is not mature; users are easily misled by marketing rhetoric rather than actual performance, thus paying for the brand.
How to avoid these pitfalls:
- View actual continuous production videos of the drum mixing plant: Continuous production speaks louder than any advertising.
- Focus on the source and specifications of key components: such as burners, drum liners, main motors, and chain systems. Ensure stable operation and low failure rates, avoiding excessive pursuit of brand names.
- Compare the cost per ton for similar configurations: A difference of more than 10-15% in cost per ton usually indicates a premium.
Review spare parts costs and supply cycles to avoid later consumable price premiums
While asphalt drum mixers are durable, drum liners, chains, and belts are still consumables. Some equipment is cheaper initially, but consumable prices are 2-3 times higher than competitors; users are forced into bundled purchases, leading to a surge in costs later.
How to avoid this:
- Request an annual consumables list: Comparing with competitors’ average prices reveals whether there are strategies to recoup losses later.
- Confirm the universality of key consumables: Universality means more choices for equipment parts.
- Check if a vulnerable parts package is included with the equipment: Are vulnerable parts such as chains, liners, and belts, which may need replacement within six months, included at the time of shipment?
The premium associated with drum mix plant doesn’t stem from the equipment itself, but rather from information asymmetry, opaque configurations, and uncontrollable long-term costs. By clearly understanding key variables such as basic configuration, hidden costs, output stability, spare parts availability, and maintainability, you can make the most suitable and cost-effective choice for your project. For you, avoiding premiums doesn’t mean buying the cheapest option, but rather buying the equipment that truly meets your needs, minimizes long-term costs, and ensures stable and reliable output.
If you wish to further compare different asphalt drum mix plant, assess your project requirements, or require a fully transparent cost quote, contact us immediately. Macroad can assist you in making a more informed decision.

Whether an asphalt drum mix plant truly delivers its value depends not on advertising, but on choosing the right model, configuration, and partner. The preceding analysis has clarified the key points: understand configuration boundaries, identify true performance, avoid premium risks, and comprehend long-term costs.
Under these standards, Macroad, with its extensive overseas project experience, transparent cost system, and stable and reliable drum mixing technology, proves itself capable of meeting the core requirements of professional contractors for durability, stability, and ease of maintenance. When you are ready to move forward with your project, contact us immediately. We are always ready to provide you with further technical and solution support.