


When analyzing energy consumption at asphalt mixing plants, attention typically focuses on equipment performance and fuel efficiency. However, actual operational data reveals that—even under identical equipment configurations and raw material conditions—significant disparities in energy consumption persist across different work shifts.
These discrepancies are rarely coincidental; rather, they stem from the gradual accumulation of a series of subtle variations within the operational process. From equipment startup to shutdown, even minor deviations in timing or adjustments to procedural sequences at every stage can impact overall energy consumption.
These hidden variables—which are difficult to perceive through direct observation—represent a persistent challenge inherent to traditional manual operating models: a problem that has long existed yet remains notoriously difficult to fully eliminate.

Why Traditional Manual Operation Quietly Increases Energy Consumption
During the operation of asphalt mixing plants, these hidden variables do not exist merely as abstract concepts; rather, they manifest concretely in every operational action. From equipment startup and the regulation of production pace to the shutdown process, numerous critical stages rely on the operators’ experiential judgment to be executed.
While this reliance on experience ensures production continuity to a certain extent, it inevitably leads to inconsistencies in execution standards. As temporal deviations and operational variances continuously accumulate within the system, what were initially subtle fluctuations eventually translate into a substantial increase in energy consumption.

Premature Activation of the Combustion System
- Practice: In actual operations, some operators—aiming to prevent temperatures from falling below required standards—often activate the burner ahead of schedule, thereby placing the equipment into a preheating state.
- Consequences: Combustion begins before the aggregates have even entered the drying system. This results in a period of no-load combustion, during which fuel is consumed without generating any effective output.
Sequential Equipment Startup Lacking Synchronization
- Practice: In traditional operations, equipment is typically started manually, one unit at a time, resulting in time lags between the activation of different components.
- Consequences: Certain subsystems may begin operating prematurely but fail to form a complete, continuous production flow. This leads to idle waiting and running states within components such as the conveying and drying systems, thereby increasing overall energy consumption.
Reliance on Experience for Temperature Control
- Practice: In the absence of precise, interlinked control systems, temperature regulation often relies on manual judgment based on operator experience.
- Consequences: This frequently leads to situations where temperatures become excessively high or where adjustments lag behind actual conditions. Such issues not only increase fuel consumption but may also result in a decline in thermal energy utilization efficiency.
Lack of Standardized Procedures for Shutdown
- Practice: Upon the conclusion of production, some operators proceed directly to a shutdown state, bypassing standardized procedures for clearing residual materials or allowing the equipment to cool down gradually.
- Consequences: Residual materials are left to cool and solidify within the equipment; consequently, additional heating is required during the next startup cycle. This creates repetitive energy consumption and places an increased operational strain on the equipment.
Disparities in Operational Rhythms Across Work Shifts
- Practice: Different operators exhibit variations in their approaches regarding startup timing, operational pacing, and shutdown procedures.
- Consequences: The same piece of equipment demonstrates varying levels of energy consumption across different time periods. This renders overall energy consumption difficult to predict and control, thereby increasing management costs.
These seemingly disparate operational discrepancies fundamentally stem from a single underlying issue: a lack of unified control logic within the production process. When every critical stage relies on human judgment, system operation inevitably becomes susceptible to human factors.
It is precisely against this backdrop that one-click start and stop—centered on pre-configured workflows and automated execution—has begun to find application in asphalt mixing plants.
One-Click Start and Stop Logic: From Manual Judgment to System Control
As fluctuations in energy consumption were repeatedly traced back to specific operational stages, a more fundamental issue gradually came to light: the waste was not the result of a single operational error, but rather stemmed from the entire production process lacking a unified and repeatable control logic.
It was precisely in response to this need that the one-click start and stop feature gradually evolved from a mere operational function into a comprehensive control system spanning the entire production line. Equipment typified by Macroad addresses this by pre-configuring key processes and embedding them directly into the control system, thereby enabling the asphalt hot mix plant to operate autonomously according to a predetermined logic—a mechanism that effectively minimizes the operational fluctuations caused by human intervention.
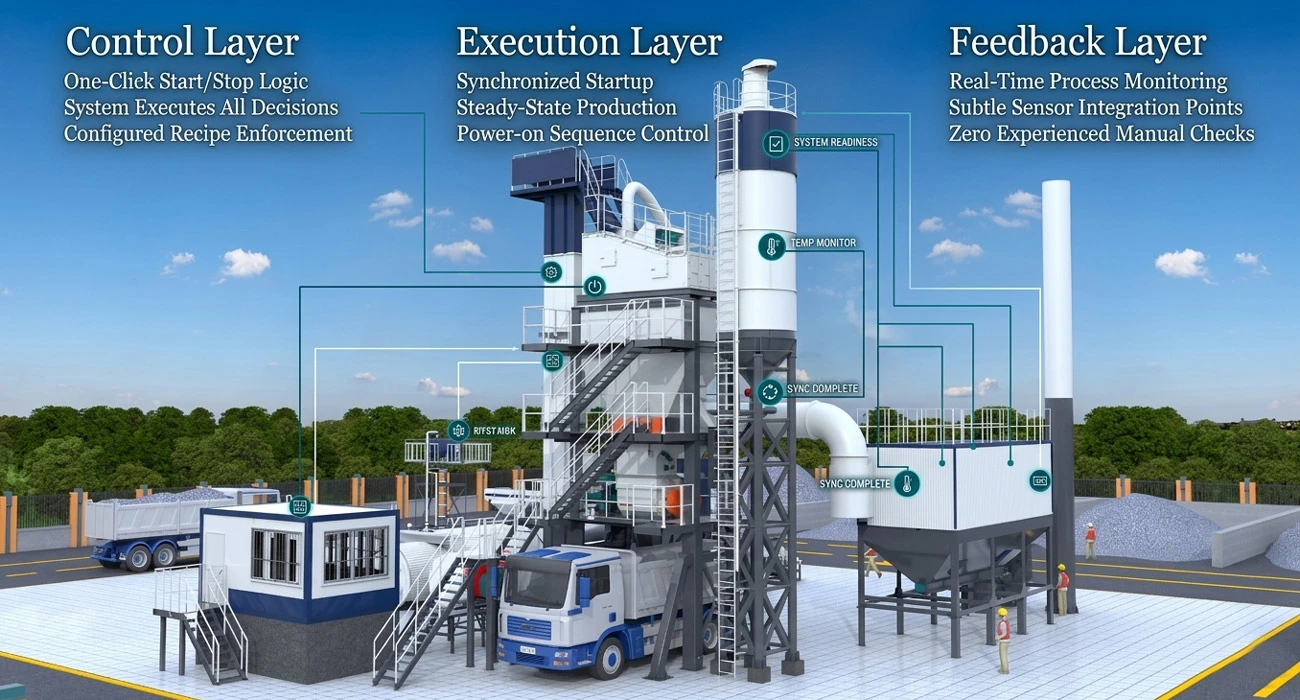
Control Layer: Translating Production Processes into Executable Logic Instructions
The Control Layer serves as the core of the entire one-click start and stop system. Its function is to transform operational procedures—which traditionally relied on human experience—into programmable, repeatable control logic, while simultaneously orchestrating the operational sequence and timing of each individual piece of equipment. Its specific operational logic is manifested as follows:
- Preset Process Logic: The complete operational cycle of the asphalt mixing plant—from startup to shutdown—is standardized, broken down into discrete steps, and embedded as system software to ensure that every operational run adheres to an identical sequence.
- Sequential Control and Interlock Mechanisms: Different pieces of equipment are started and stopped according to a predetermined order, utilizing interlock logic to prevent operational errors or conflicting operations.
- Unified Management of Key Parameters: Core parameters—such as temperature ranges, startup delays, and shutdown delays—are centrally controlled by the system, thereby minimizing deviations caused by manual adjustments.
- Anomaly Protection and Safety Control: The system monitors equipment status in real-time during operation; should an anomaly occur, it can automatically adjust or halt relevant processes to prevent excessive energy consumption or equipment damage.
Execution Layer: Enabling Each Piece of Equipment to Operate in Concert at a Unified Rhythm
The Execution Layer is responsible for translating the instructions from the Control Layer into concrete actions, enabling various subsystems to operate in unison at a unified rhythm, thereby establishing a continuous and stable production process. Its specific operational logic is manifested as follows:
- Coordinated Multi-System Startup: Subsystems—including the drying system, combustion system, conveying system, and main mixer—are activated sequentially according to a predetermined order, preventing energy waste that would result from individual systems running prematurely.
- Synchronization of Operational Rhythm: Equipment operates in a coordinated manner, minimizing idle time and empty running instances, thereby ensuring that energy input is concentrated more effectively on productive operational phases.
- Orderly Shutdown Execution: During the shutdown sequence, the system follows preset logic to gradually halt each piece of equipment and complete necessary material clearing and cooling processes, thereby avoiding the energy losses associated with abrupt, immediate shutdowns.
- Reduced Frequency of Manual Intervention: Operators need only issue the start or stop command; the specific execution is handled entirely by the system, thereby reducing the uncertainties and inconsistencies that can arise from variations in human operation.
Feedback Layer: Maintaining the System in an Optimal State Through Real-Time Data
The Feedback Layer provides the system with real-time operational data, enabling the Control Layer to make dynamic adjustments based on the current status of the equipment. This ensures that the entire production process consistently operates within a stable and highly efficient performance range. Its specific operational logic is manifested as follows:
- Real-Time Monitoring of Key Parameters: Continuous data collection—covering parameters such as temperature, operational load, and equipment status—provides the essential basis upon which the system makes its operational assessments and decisions.
- Dynamically Adjusts Operating Status: When parameters deviate from the preset range, the system automatically makes adjustments to prevent further increases in energy consumption.
- Minimizes Human Judgment Errors: By substituting data for subjective experience, control decisions become more stable and consistent.
- Provides a Data Foundation for Future Optimization: Accumulated operational data serves as a basis for analyzing energy consumption patterns and supports further intelligent optimization initiatives.
Through the synergistic interplay of the control, execution, and feedback layers, one click start and stop transcends its role as a mere tool for operational simplification, instead integrating the entire production workflow into a unified logical framework.
Under this paradigm, operational discrepancies—originally scattered across various stages—are transformed into controllable and repeatable system behaviors, thereby laying the foundation for subsequent energy consumption optimization.
Energy Saving Mechanism 1: Reducing Idle Operation Energy Waste
Within the comprehensive control framework of a one click start and stop system, energy efficiency gains do not stem from any single, isolated action; rather, they are the result of the collective optimization of multiple operational stages. Among these improvements, one of the most direct and readily observable changes is the significant reduction in energy consumption associated with idling.

Under traditional manual operating modes—characterized by decentralized equipment startup rhythms and inconsistent system synchronization—it is common for certain equipment to begin operating prematurely before the overall production workflow has fully materialized. These waiting operational states often fail to generate any actual output, yet they continue to consume energy. By contrast, the one click start and stop system employs a unified control logic to holistically coordinate the startup sequence and timing windows of asphalt hot mix plant, thereby eliminating the occurrence of such inefficient operational states at the very source.
Standardize Startup Sequence to Prevent Premature Equipment Operation
In traditional modes, different pieces of equipment are manually started one by one, often leading to inconsistencies in startup timing.
- One-Click Start and Stop Optimization: The system initiates equipment sequentially according to pre-configured logic, enabling the entire production line to reach full operational status within a short timeframe.
- Result: Reduces the duration during which individual pieces of equipment are running but not yet engaged in effective production, thereby minimizing idle time at the source.
Shorten Operational Waiting Windows to Reduce Ineffective Combustion Time
In traditional operations, equipment often starts up before the material handling system has fully synchronized and become active, resulting in the combustion system operating under a no-load condition.
- One-Click Start and Stop Optimization: The system synchronizes the startup timing of critical equipment, ensuring the combustion system activates as closely as possible to the actual window of effective production.
- Result: Reduces periods of firing without material or low-load operation, thereby lowering energy consumption.
Prevent Energy Waste Caused by System Desynchronization
Under manual operation, time lags may occur between different systems—for instance, the conveying system may have already started while the main mixer has not yet become active.
- One-Click Start and Stop Optimization: Through integrated interlocking logic, the system ensures that all subsystems enter operational status in a unified, synchronized rhythm.
- Result: Reduces instances where equipment runs in isolation without forming a cohesive production chain, thereby narrowing operational time gaps.
Reduce Additional Energy Consumption Caused by Frequent Starts and Stops
Under manual operation, an unstable production rhythm can lead to repeated starting and stopping of equipment, resulting in energy waste.
- One-Click Start and Stop Optimization: By executing a single, complete operational cycle, the system eliminates unnecessary interruptions and repetitive startups.
- Result: Reduces the high energy consumption typically associated with the startup phase—an effect that is particularly pronounced in components such as burners and heating systems.
From an operational perspective, energy consumption during idle states fundamentally stems from a mismatch between equipment startup and the actual production rhythm. By exercising unified control over startup sequences, time windows, and system interconnections, the one click start and stop function aligns equipment operation as closely as possible with actual production demands, thereby effectively minimizing unproductive runtime.
Energy Saving Mechanism 2: Reducing Heat Loss and Repeated Heating
Reducing energy consumption during idle periods marks just the beginning of how the one click start and stop system optimizes the operational efficiency of asphalt mixing plants. In fact, throughout the entire production cycle, there exists another source of energy consumption—one that is often overlooked yet exerts a more persistent impact: the loss and subsequent re-consumption of thermal energy that occur during equipment shutdown and restart sequences.
Under traditional manual operating modes, inconsistencies in shutdown timing, incomplete material clearance, or discontinuous control of the heating system frequently necessitate a complete reheating cycle when the equipment is next restarted. This repetitive heating cycle not only prolongs startup times but also—albeit invisibly—drives up fuel consumption.
In contrast, the one click start and stop system exercises holistic control over both the shutdown process and the operational status of the heating system. By maintaining thermal energy levels within a stable and optimal range, it effectively minimizes unnecessary heat loss and eliminates the need for redundant reheating.
| Traditional Manual Operation | Item | One-Click Start and Stop System |
| Direct shutdown or uncoordinated operations | Shutdown Process | Controlled and step-by-step unloading and shutdown |
| Mainly relies on operator judgment | Thermal System Control | Unified system control for heat retention and cooling |
| Residual hot mix and materials often remain in equipment | Residual Material Condition | More complete material cleaning process |
| Requires full reheating | Next Startup Process | Smoother startup with reduced heating load |
| Highly fluctuating | Thermal Energy Utilization Efficiency | More stable and continuous |
| Frequent reheating required | Fuel Consumption | Significant reduction in reheating cycles |
Fundamentally, the core of the issues surrounding heat loss and repetitive reheating lies not in the efficiency of a single operational cycle, but rather in the continuity of the equipment’s thermal state management. When the shutdown process lacks unified control, the system’s thermal energy dissipates gradually and uncontrollably; consequently, upon the subsequent startup, additional fuel must be expended to provide compensatory heating.
By enabling unified control over the operational rhythm of the thermal system, the one click start and stop function goes beyond merely reducing energy consumption during idle periods; it further mitigates the problem of thermal energy loss caused by irregular shutdown procedures. This optimization is not limited to a single production cycle; rather, its benefits accumulate continuously over the course of long-term operations, thereby leading to a significant reduction in overall fuel consumption levels.
Energy Saving Mechanism 3: Enhancing Combustion Efficiency for Energy Reduction
Following the optimization of idle-mode energy consumption and heat loss, the impact of the one click start and stop system on the energy consumption structure has penetrated even deeper—reaching the core energy-consuming component: the combustion system. In the operation of an asphalt mixing plant, combustion efficiency directly determines the level of fuel consumption per unit of output and serves as the most tangible manifestation of energy-saving performance.

Reduce Inefficient Combustion Time and Increase the Proportion of Effective Combustion
Under traditional operating modes, combustion systems often operate under non-ideal load conditions, leading to a decline in fuel utilization efficiency.
- Minimize No-Load or Low-Load Combustion Phases: Through the unified scheduling provided by one click start and stop function, burners are activated only after materials have entered the drying system, thereby eliminating periods of unproductive combustion.
- Enhance Synchronization Between Combustion and Material Processing: Combustion intensity is kept in closer alignment with material flow, ensuring that thermal energy is predominantly directed toward the actual drying process.
- Reduce the Proportion of Wasted Thermal Energy Output: By minimizing operating states where combustion occurs without material present—or where thermal energy remains underutilized—fuel utilization efficiency is improved directly at the source.
Stabilize Combustion Loads to Prevent Energy Losses Caused by Frequent Fluctuations
The efficiency of a combustion system depends not merely on the intensity of combustion itself, but—more critically—on the stability of its operation. Under manual control, a lack of synchronization between the burner startup sequence and the production workflow often results in frequent fluctuations in the combustion load.
- Minimize Frequent Burner Start-Stop Cycles: The one click start and stop function executes operations via a unified, automated process, thereby eliminating the repetitive starting and stopping cycles often triggered by manual intervention.
- Maintain a More Stable Combustion Range: During system operation, changes in combustion intensity occur more smoothly, helping to sustain the system within its optimal range for combustion efficiency.
- Reduce Fuel Waste Caused by Combustion Fluctuations: This prevents the need for additional compensatory fuel consumption—and the associated waste—that would otherwise be required to offset sudden spikes or drops in temperature.
Enhance Thermal Energy Utilization Efficiency to Maximize the Conversion of Fuel into Productive Output
The ultimate objective of optimizing combustion efficiency is not simply to reduce overall fuel consumption, but rather to increase the effective conversion ratio per unit of fuel—specifically, ensuring that a greater proportion of thermal energy is actively applied to the drying and heating of aggregates, rather than being dissipated or lost within the system itself.
- Boost Thermal Energy Utilization Rates: By synchronizing combustion with material flow, heat energy is concentrated more effectively on the aggregate heating and drying stages, rather than being wasted within an empty or idle system.
- Lower Fuel Consumption Per Unit of Output: A stable combustion process minimizes the drastic temperature drops that typically occur following a system shutdown, thereby reducing the demand for compensatory heating during the subsequent startup phase.
- Improve the Stability of the Overall Energy Consumption Profile: When the combustion output, material heat absorption, and heat dissipation through exhaust reach a state of equilibrium, the energy performance of the entire machine becomes significantly more stable, eliminating the periodic fluctuations that characterize less optimized systems.
By optimizing the operational rhythm and load status of the combustion system, the one click start and stop function not only reduces unproductive combustion time but also achieves an overall improvement in fuel energy utilization efficiency.
Energy Saving Mechanism 4: Reducing Energy Consumption from Human Misoperation
Among the various energy-saving mechanisms discussed previously—whether involving the reduction of idle-state energy consumption, the control of heat loss, or the optimization of combustion efficiency—all ultimately point to a single core principle: minimizing, to the greatest extent possible, the impact of human operational variability on system performance.
In traditional asphalt mixing plants, even when the equipment itself performs consistently, the differing judgments and execution methods of various operators at different stages can lead to significant fluctuations in overall energy consumption. Moreover, these fluctuations rarely stem from a single isolated error; rather, they are typically the cumulative result of multiple factors distributed throughout the entire production workflow. Consequently, from the perspective of the complete asphalt production process, standardizing and systematizing operational practices constitutes the key pathway to reducing uncertainty in energy consumption.

Startup Phase: Minimizing Errors in Timing and Sequencing
The startup phase is the stage where human intervention is most concentrated, and it is also one of the phases most prone to energy consumption fluctuations.
- Standardize the startup sequence to prevent equipment sequencing errors: The one click start and stop function initiates systems—such as drying, combustion, and conveying—sequentially according to a fixed logic, thereby eliminating the time lags caused by manual, unit-by-unit operation.
- Minimize instances of premature or delayed startups: The system automatically determines the optimal startup timing based on preset logic, ensuring that critical equipment enters operational status within the same production window whenever possible.
- Reduce the accumulation of unproductive energy consumption during startup: This prevents scenarios where certain equipment is running but has not yet formed a complete production chain, thereby minimizing semi-operational states during the startup phase.

Operation Phase: Minimizing Rhythmic Deviations Caused by Operational Interventions
During normal production, manual adjustments are often made based on operator experience; however, such adjustments frequently introduce inconsistencies in the overall operational rhythm.
- Reduce frequent manual adjustments of equipment parameters: Under the one click start and stop mode, critical operating parameters are centrally controlled by the system, minimizing repetitive manual adjustments by operators.
- Maintain consistency in the system’s operational rhythm: Various subsystems operate cooperatively according to a unified logic, preventing localized adjustments from disrupting the overall operational flow.
- Mitigate energy consumption fluctuations resulting from subjective judgment differences: Since different operators may have varying interpretations of the optimal state, a system-driven control approach eliminates such subjective discrepancies.

Shutdown Phase: Avoiding Hidden Losses Caused by Non-Standard Shutdown Procedures
The shutdown phase is often the most easily overlooked stage, yet it has a significant impact on subsequent energy consumption.
- Standardize the shutdown process to avoid abrupt power-off operations: The system executes steps such as material discharge, residue clearing, and cooling in a specific sequence, ensuring that no residual materials remain within the equipment.
- Reduce the need for secondary reheating caused by residual materials: A standardized shutdown process minimizes the retention of hot residual materials, thereby eliminating the need for additional compensatory heating during the subsequent startup.
- Minimize energy loss resulting from abrupt thermal system cooling: The system controls the rate of temperature decline during the shutdown process, ensuring a smoother and more gradual dissipation of thermal energy.
By standardizing control across the three critical phases—startup, operation, and shutdown—the one click start and stop system fundamentally mitigates the uncertainties inherent in manual operations, thereby facilitating a gradual transition of the entire production process from being experience-driven to system-driven.
This shift not only reduces energy consumption fluctuations during individual operational cycles but, more importantly, enhances stability and predictability over the long term.
Manual vs. Automatic Control: Per-Ton Energy Consumption Comparison
Having completed the analysis of various energy-saving mechanisms, we can now shift our focus back to the most direct evaluation metric: energy consumption per unit of output.
The ultimate difference in asphalt plant cost is not manifested in any single operational stage; rather, it is concentrated in the core metric of the fuel and energy consumed to produce one ton of asphalt. It is precisely along this dimension that the differences between various control strategies are amplified and revealed.

| Traditional Manual Control Mode | Item | One-Click Start and Stop Control Mode |
| 6.5 – 7.5 L/ton (or equivalent fuel gas) | Per-ton fuel consumption | 5.8 – 6.3 L/ton |
| ±10% or higher | Energy consumption fluctuation range | ±3% – 5% |
| High (especially during start-up and waiting phases) | Idle energy consumption ratio | Significantly reduced |
| Frequent occurrence | Reheating losses | Significantly reduced |
| Moderate (highly affected by manual operation) | Combustion efficiency utilization | Stable and relatively high |
| High and unstable | Overall energy cost | Lower and more predictable |
From the perspective of actual operational logic, this disparity does not stem from a change in a single factor, but rather results from the interplay of multiple interconnected stages. When these stages are driven by human experience, energy consumption performance exhibits significant volatility; however, under the unified control of one click start and stop system, this fluctuation is compressed into a much narrower range, thereby stabilizing the cost per unit of output.
One-Click Start and Stop in the Intelligent Evolution of Asphalt Mixing Plants
As asphalt mixing plants increasingly trend toward automation and low-carbon operations, the industry’s demands regarding energy consumption management are continuously rising. From rudimentary process control to system-level optimization, and further to data-driven and intelligent predictive capabilities, the entire technological framework is undergoing a continuous evolution.
Amidst this process, asphalt mixing plant manufacturers—exemplified by Macroad—are actively advancing the optimization and refinement of one click start and stop control systems. Through continuous technological iteration, they are enhancing these systems to better meet the requirements for energy efficiency and stable operation across diverse working conditions, while progressively advancing toward higher levels of intelligent control.

Evolving from Process Control to Granular Control
Currently, the core value of one click start and stop functionality lies in enabling the unified scheduling of production processes; however, its future trajectory will evolve toward even finer-grained control capabilities, gradually shifting equipment operation from standardized execution to precision-tuned regulation.
Key trends include:
- Transitioning from whole-machine process control to the optimization of individual equipment operating logic.
- More granular start-stop control, encompassing a wider range of intermediate operating states.
- Moving beyond merely controlling whether a device runs to optimizing how it runs.
Evolving from Experience-Driven to Data-Driven Control
Traditional control methods rely heavily on pre-configured logic and engineering expertise; future developments, however, will increasingly depend on real-time operational data. This shift will endow control systems with enhanced adaptability and stability, thereby reducing their reliance on human experience.
Key trends include:
- More comprehensive real-time acquisition of operational data including temperature, load, energy consumption, etc..
- Continuous recording and analysis of energy consumption performance across various operating conditions.
- A gradual shift in control strategies from fixed logic to optimization driven by data feedback.
Evolving from Fixed Control to Intelligent Predictive Control
At a higher level of development, systems will progressively acquire predictive capabilities based on data analysis. This enables the proactive optimization and adjustment of operational controls, facilitating a transition from passive response to active optimization.
Key trends include:
- Identifying patterns in energy consumption fluctuations based on historical operational data.
- Proactively adjusting combustion and operational rhythms to mitigate energy consumption peaks.
- Delivering recommendations for optimal operating strategies tailored to specific operating conditions.
Ongoing Optimization of Macroad One-Click Start and Stop System
Amidst this overarching industry trend, Macroad continues to advance the optimization and upgrading of its one click start and stop control systems, constantly enhancing their adaptability within actual production environments to better serve the dual objectives of energy conservation and emission reduction, as well as production stability.
Key directions include:
- Enhancing the stability and adaptability of control logic to accommodate a wider range of complex operating conditions;
- Optimizing equipment interconnection mechanisms to ensure smoother and more efficient system operation;
- Strengthening integration with data monitoring systems to provide a foundational basis for future intelligent development.
Overall, control technology for asphalt mixing plants is gradually evolving from automated execution toward intelligent optimization. Throughout this process, the one click start and stop function—serving as a fundamental control capability—will continue to play a pivotal role, acting as a crucial bridge connecting current automated systems with future intelligent frameworks.
